
TECH NEWS技術ニュース
2026.05.12
バッテリー
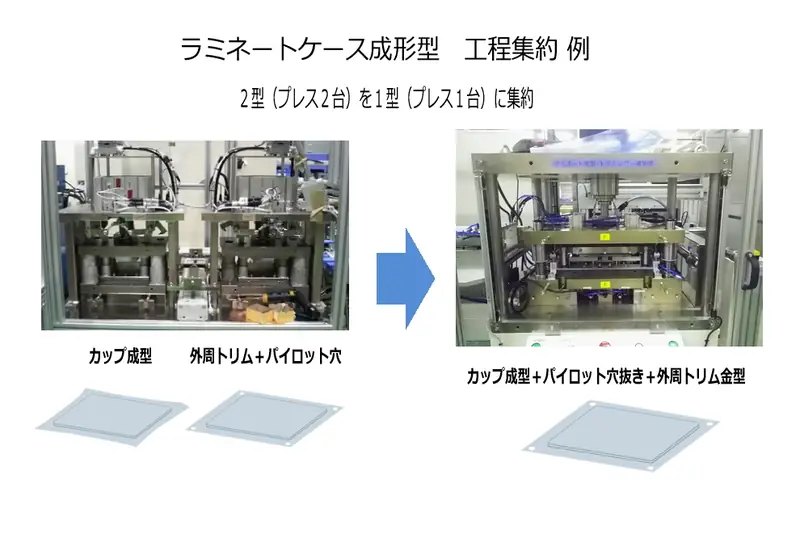
プレス金型の工程集約事例|複数工程を1型にまとめて装置コスト・搬送工数を削減
この様な課題はありませんか?
・成形とトリミングを別工程で行っている
・金型や設備のコストを抑えたい
・工程間の搬送や段取りを減らしたい
・設備スペースを抑えたい
・複数工程を1つの金型にまとめられるか確認したい
プレス金型の工程集約とは
プレス加工では、成形・穴あけ・トリミングなどを別々の工程で行う場合があります。
一方で製品形状や加工条件によっては、複数工程を1つの金型にまとめることで
金型費・装置コスト・工程間搬送・設備スペースを抑えられる場合があります。
本記事では、ラミネートパック成形とトリミング工程を1型に集約した事例をもとに
工程集約で期待できる効果を紹介します。
ただし、工程を集約すれば必ず良いというわけではありません。
成形負荷、ワーク保持、排出、量産時の安定性まで含めて検討する必要があります。
▶ ラミネートパック成形・トリミングの工程集約について相談する
ラミネートパック成形・トリミングを1型にまとめた工程集約事例
ラミネートパックの成形・トリミング工程では、
カップ成形と外周トリムを別工程で行うケースがあります。
例えば、カップ成形型と外周トリム金型を分ける場合
それぞれにプレス機や搬送が必要となり、
設備スペースやイニシャルコストが大きくなることがあります。
昭和精工では、こうした工程に対して
カップ成形・外周トリム・パイロット穴抜きを1型に集約した金型をご提案した事例があります。
従来方式:カップ成形と外周トリムを別工程で実施
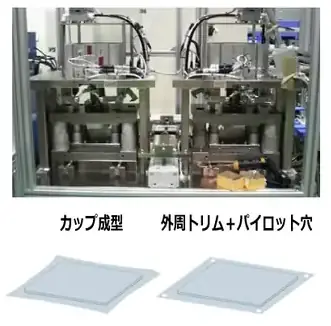
従来は、以下のように2工程で加工していました。
- カップ成形型
- 外周トリム+パイロット穴抜き金型
この場合、工程ごとにプレス機が必要となり
設備スペースやイニシャルコストが大きくなります。
当社方式:カップ成形・外周トリム・パイロット穴抜きを1型に集約
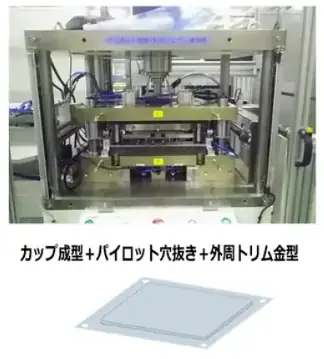
当社方式では、以下の加工を1つの金型内で行えるように設計しました。
- カップ成形(絞り成形)
- 外周トリム
- パイロット穴抜き(ピアス加工)
これにより、複数工程を1型に集約し
省スペース化や装置コストの低減、生産性向上につなげることができます。
工程集約で期待できる効果
複数工程を1型に集約できる場合、以下のような効果が期待できます。
- プレス機の台数を減らせる
- 工程間の搬送を削減できる
- 設備スペースを抑えられる
- 装置コスト、イニシャルコストの低減につながる
- 生産性向上につながる
この事例では、複数工程を1型に集約することで
装置コストの低減や生産性向上につながりました。
工程集約は金型費だけでなく量産安定性まで含めて判断する
工程集約を検討する際は、単に「1型にまとめられるか」だけでなく
量産時に安定して加工できるかを確認する必要があります。
工程をまとめることで、省スペース化や生産性向上につながる一方
形状や加工条件によっては、品質の安定性に影響する場合もあります。
そのため、製品形状・加工内容・設備条件を踏まえて
工程を分けるべきか、1型に集約できるかを確認することが重要です。
工程集約に合わせた金型・装置提案まで対応可能
昭和精工では、ラミネートパック成形・トリミング用の金型設計だけでなく
必要に応じて装置製作も含めたご提案が可能です。
例えば、以下のような段階でもご相談いただけます。
- 複数工程を1型にまとめたい
- 設備スペースを抑えたい
- 工程間の搬送を減らしたい
- この形状で工程集約できるか確認したい
- 金型だけでなく、送り装置や専用機も含めて相談したい
また、ラミネートパック成形・トリミングのほか
電極箔の打抜き金型については、以下の解説記事もご参照ください。
確定図面がなくても大丈夫です。
現在の工程内容や製品形状が分かる範囲で構いません。
「この工程を1型にまとめられるか確認したい」という段階でも、お気軽にご相談ください。
※製品形状や加工条件によって、集約できる範囲は異なります。
図面や仕様が固まる前でもご相談ください。