
TECH NEWS技術情報
2026.06.09
自動車

自動車用ベアリングリテーナーのプレス金型事例|リング形状・窓抜き部品の高精度打抜き
このような課題はありませんか? 本記事では、自動車用ベアリングリテーナーのプレス金型事例を紹介します。 ベアリングリテーナーとは 【自動車用 ベアリングリテーナー プレス金型】 ベアリングとは、…【全文を読む】
2026.05.20
自動車
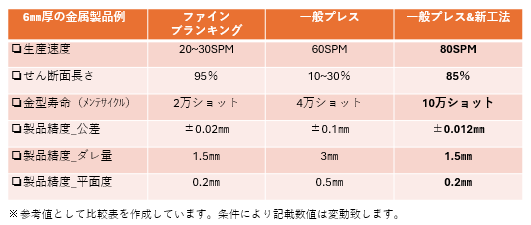
【コストダウン】ファインブランキングから一般プレスへの工法転換|板厚6mmでせん断面85%を達成した金型設計事例
ファインブランキング(FB)で加工している部品について以下のようなお悩みはありませんか? ファインブランキング加工では平滑なせん断面が得られる優れた工法ですが、コストやリードタイムが課題になりがちです…【全文を読む】
2026.05.12
バッテリー
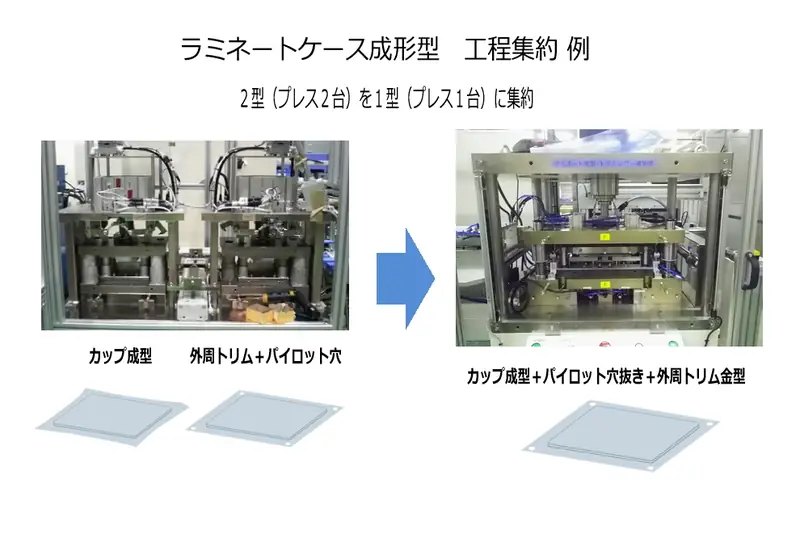
プレス金型の工程集約事例|複数工程を1型にまとめて装置コスト・搬送工数を削減
この様な課題はありませんか? ・成形とトリミングを別工程で行っている・金型や設備のコストを抑えたい・工程間の搬送や段取りを減らしたい・設備スペースを抑えたい・複数工程を1つの金型にまとめられるか確認し…【全文を読む】
2026.05.08
バッテリー
リチウムイオン電池用 電極箔打抜き金型|バリを抑える精密打抜き
昭和精工では、リチウムイオン電池に使用される電極箔の打抜き金型を設計・製作しています。電極箔の打抜きでは、材料の状態や塗工方式、生産設備の仕様に合わせた金型設計が重要になります。 特に、以下のような点…【全文を読む】
2026.05.07
その他

電線材サイジング用 引き抜きダイス|昭和精工の精密加工技術の原点
1954年、昭和精工は単品部品製作からスタートしました。当時製作していたものの一つが「引き抜きダイス」です。 引き抜きダイスとは、銅などの金属材料を細く棒状や線状へ成形するための部品であり電線材などの…【全文を読む】
2026.04.30
加工設備

コントレーサーとは?測定は合格なのにプレス加工で寸法不良・バリが出る原因と対策
輪郭形状測定機(コントレーサー)で金型の刃先を測っても寸法通りで問題ないのにプレス加工を始めると、製品にバリが出たり仕上がりのばらつきにお悩みではありませんか? コントレーサーで確認できるのは、機械が…【全文を読む】
2026.04.29
加工設備

プレス加工品の曇り・転写・コンタミの原因とは?表面粗さと金型精度の関係
プレス加工品の品質でこのような不具合はありませんか? これらは、金型部品の表面粗さや加工状態が影響している可能性があります。 金型部品の表面粗さは、プレス成形加工条件や金型単品精度とも密接に関係します…【全文を読む】
2026.04.28
バッテリー
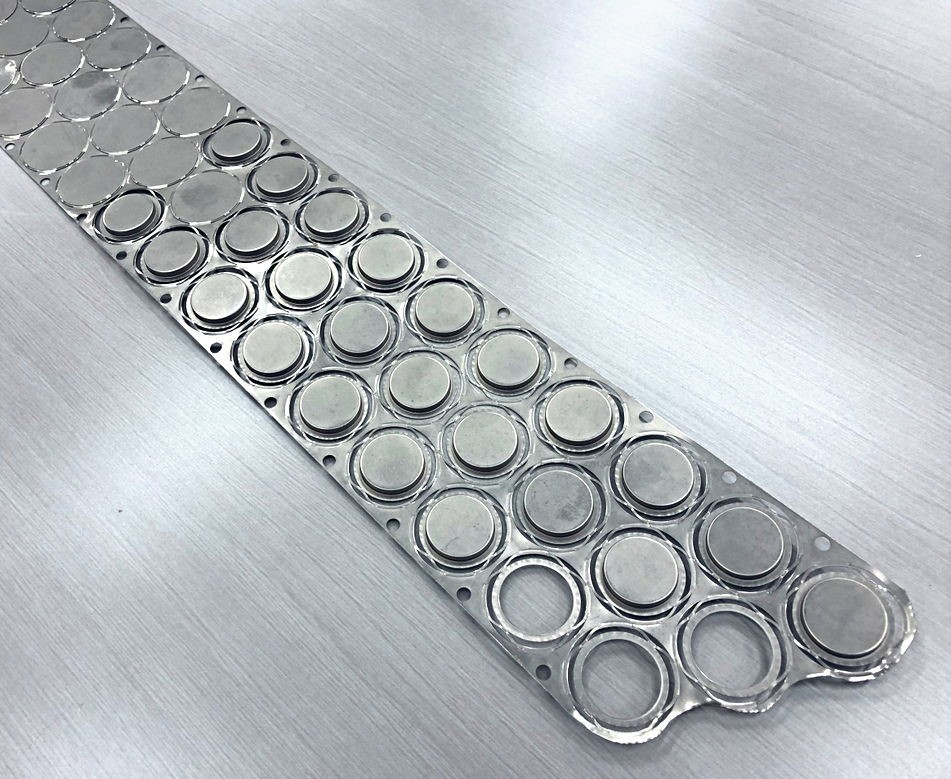
薄板打抜きでかじりが出る原因とは?プレス加工の成立判断と対策|ボタン電池外装缶の事例
以下のような条件でお困りではありませんか?・t0.1mm付近の薄板で打抜きを行うとかじりが出る・クリアランスを詰めると不具合が出る・抜けてはいるが、量産時の再現性に不安がある 薄板打ち抜きでは、条件に…【全文を読む】
2026.04.27
その他
ブログ
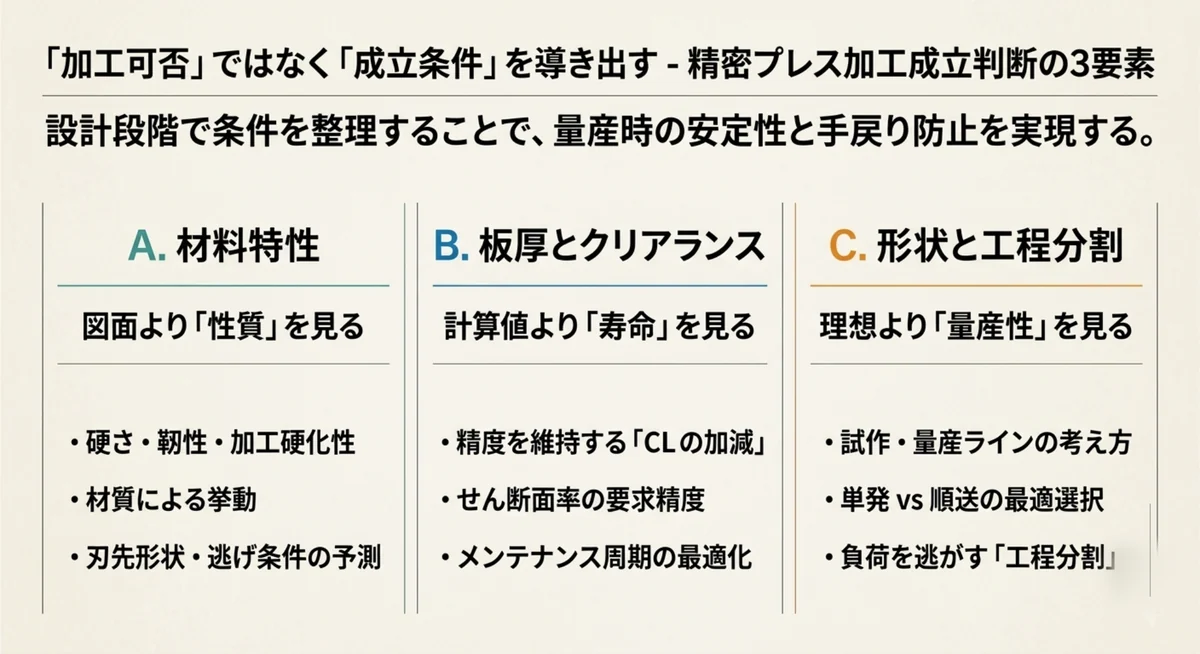
精密プレス加工の成立性とは?設計段階で量産時の品質を安定させる3つの判断基準
― 試作・量産を見据えた設計視点 ― 製品開発部門の方から、「板厚はt0.1mm、プレス加工成立しますか?」「量産まで見たときに、この条件で進めて問題ないかだけ確認したい」といった相談を受けることがよ…【全文を読む】
2026.03.11
その他
精密プレス金型の技術記事一覧|材料・加工・測定・成立判断の基礎知識
昭和精工では、精密プレス金型の設計・製作の現場で得られた技術情報を「TechNews」として公開しています。 設計段階での成立判断や材料特性、加工トラブルの改善事例など、製品開発やプレス加工検討の参考…【全文を読む】