TECH NEWS技術ニュース
2025.11.19
自動車
打抜き加工でバリが増える原因とは?パンチ・ダイ摩耗の改善事例
こんな現象はありませんか?
量産開始直後は問題なく加工できていても
ショット数の増加に伴い以下のような現象が発生する
- 量産途中でバリが増える
- せん断面が安定しない
- 再研磨頻度が増えている
このような場合
パンチ・ダイの摩耗によって刃先状態やクリアランスが変化し
バリやせん断面に影響している可能性があります。
また、芯ずれやクリアランスの偏りがあると
刃先への負荷が偏り、摩耗の進行が早まる場合があります。
その結果、バリやせん断面の状態がさらに悪化し
再研磨頻度の増加につながることがあります。
特に高精度加工では、微小な摩耗でも加工状態に影響するケースがあります。
パンチ・ダイの摩耗がバリやせん断面に影響する理由
パンチ・ダイが摩耗すると
刃先の状態や材料との接触状態が変化します。
その結果
- バリが増える
- せん断面が荒れる
- 寸法や形状がばらつく
などの現象に繋がる場合があります。
また、摩耗の進行に伴い再研磨頻度が増えることで
量産時のメンテナンス負荷増加につながります。
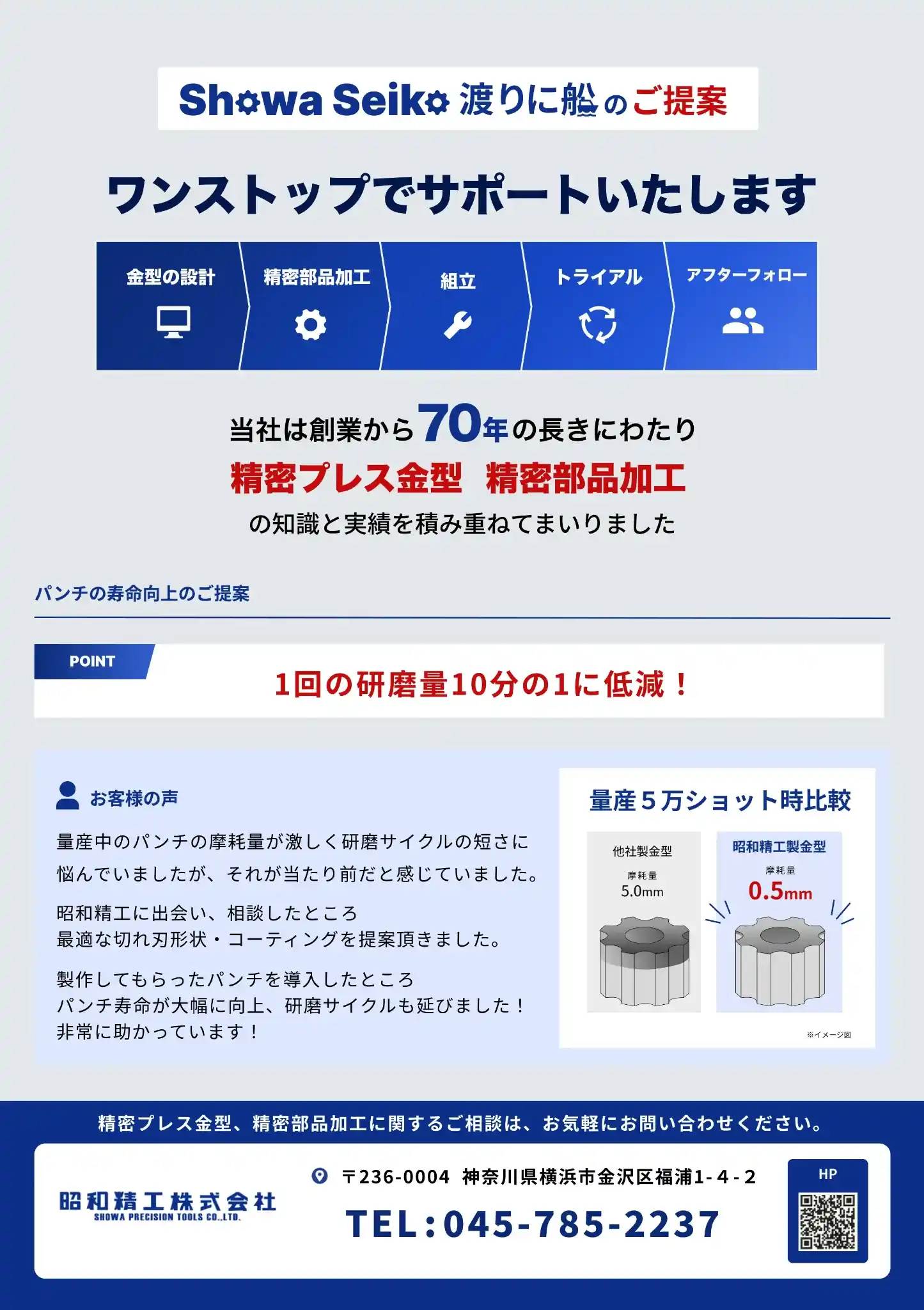
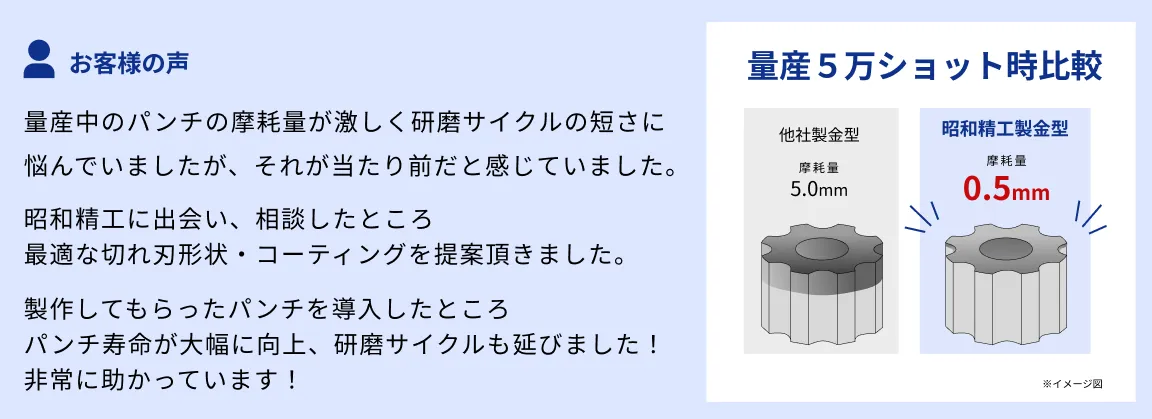
実加工におけるパンチ摩耗の改善事例
従来条件では、5万ショット時点でパンチ再研磨量が5.0mm必要でした。
一方でパンチの刃先の応力を少なくする刃先形状・表面処理を見直した結果
再研磨量を0.5mmまで低減しました。
これにより1回あたりの再研磨量を10分の1に抑制し、再研磨サイクルの延長につながりました。
パンチの摩耗を抑制する事で
- バリの抑制
- せん断面の安定
- 再研磨頻度の低減
- 量産時のメンテナンス負荷低減
に繋がりました。
量産加工では「加工できる」と「安定して加工できる」は異なります
試作段階では問題なく加工できる場合でも
量産ではショット数増加に伴う摩耗によって加工状態が変化する場合があります。
そのため
- 刃先形状
- 表面処理
- 加工条件
- 再現性
を含めて検討する事が重要です。
昭和精工では、70年にわたるプレス金型の経験をもとに、技術者様のお悩みに寄り添います。
まずは、現状からご相談ください。
- 量産途中でバリが増え始めた
- せん断面が安定せず困っている
- 再研磨頻度が増えていて、メンテナンスの負荷が大きくなっている
※原因が特定できていない段階で構いません。現在の加工状態をもとにご相談ください。