
TECH NEWS技術ニュース
2026.05.20
自動車
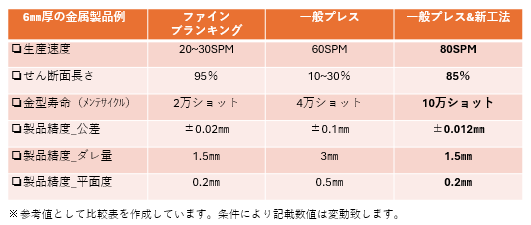
【コストダウン】ファインブランキングから一般プレスへの工法転換|板厚6mmでせん断面85%を達成した金型設計事例
ファインブランキング(FB)で加工している部品について
以下のようなお悩みはありませんか?
- 製品のコストダウンのために、ファインブランキング以外の加工方法を検討したい
- 一般プレスでも、ファインブランキング並みにせん断面を綺麗に出せないか確認したい
- 加工スピードの向上や納期短縮、委託先(調達リスク)の分散で、別工法への転換を考えている
ファインブランキング加工では平滑なせん断面が得られる優れた工法ですが、
コストやリードタイムが課題になりがちです。
実は、製品形状や要求品質によっては
金型構造の工夫により一般プレスでの工法転換(コストダウン)を十分に検討できる場合があります。
本記事では、板厚6mmの材料に対して一般プレス加工でありながら「せん断面率85%」の高品質を達成した当社の金型設計事例をご紹介します。
監修:昭和精工株式会社
▶ 一般プレスへの工法転換・せん断面の成立性を相談する(無料)
の外観写真.webp)
一般プレスで「せん断面率」を劇的に向上させる金型設計のポイント
せん断面は、金型の剛性やクリアランス、プレス加工の条件によって大きく変わります。
そのため、ファインブランキングから一般プレスへ工法転換する場合も
単純に金型を置き換えるのではなく、現在の加工条件を確認しながら
一般プレスで成立する条件を検討する必要があります。
せん断面は、単にプレス機の能力だけで決まるものではありません。板厚や金型構成などの条件によって、せん断面率は大きく変化します。特に板厚6mmクラスでは、一般プレスでは難しいと言われることもありますが、条件設定次第で結果が大きく変わる領域です。
板厚6mmでせん断面率85%を達成した改善事例
今回の事例では、板厚6mmの材料に対して
一般プレス加工でせん断面率85%を達成しました。
従来はファインブランキングで対応していた加工でも
金型構造や加工条件を見直すことで
一般プレスでせん断面を改善できる可能性があります。
新工法および金型構成
・一般プレスを使用した新工法の採用
・高剛性金型の設計
・せん断面率を最大化し、金型寿命を延ばすための適正クリアランスと加工条件の最適化
一般プレスの範囲内で成立する条件を整理し、ファインブランキングに依存しない形でせん断面の改善を実現しました。
写真.webp)
工法転換による成果
・板厚6mmにおいて、せん断面率85%を達成
・製品スペックを満たした状態で量産を実現
・ファインブランキング工法と比較して約4倍の生産スピードで安定生産を達成
結果として、せん断面の改善と生産性向上を両立することができました。
【被加工材】
・材質:SPHC
・板厚:6.0mm
ファインブランキングから一般プレスへ工法転換する際の注意点
ファインブランキングから一般プレスへ工法転換できるかは
製品形状、材料、板厚などの条件によって判断が変わります。
「この条件でも一般プレスで対応できるか」
「せん断面をどこまで改善できるか」
といった段階でも構いません。まずは、現在の条件をもとにご相談下さい。
.webp)
この様な条件でも対応可能です
昭和精工では、ファインブランキングで対応している加工について
一般プレスへの工法転換を検討できるか、条件整理からご相談いただけます。
●一般プレスでせん断面を改善できるか確認したい
●ファインブランキング以外の加工方法を検討したい
●板厚のある材料で打抜き加工を成立させたい
●量産を見据えて加工条件を整理したい
「自分の条件でも可能なのか分からない」 という段階でも問題ありません。
まずは現在の条件からご相談ください。
※ 図面や仕様が完全に固まっていない段階でも確認可能です。
関連記事
せん断面率85%を実現した製品事例