
TECH NEWS技術情報
2026.03.11
その他
精密プレス金型の技術記事一覧|材料・加工・測定・成立判断の基礎知識
昭和精工では、精密プレス金型の設計・製作の現場で得られた技術情報を「TechNews」として公開しています。 設計段階での成立判断や材料特性、加工トラブルの改善事例など、製品開発やプレス加工検討の参考…【全文を読む】
2026.03.02
自動車
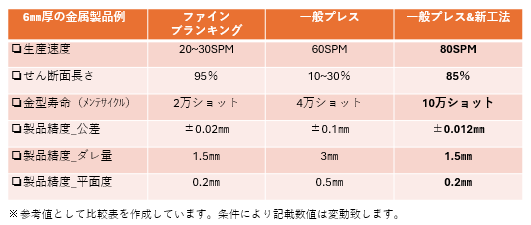
せん断面を改善したい―板厚6mmでせん断面率85%を実現したブランキング事例
「せん断面を改善したいが、一般プレスでは難しいと言われた」「せん断面が足りず、後工程で切削が必要になっている」こうしたご相談をいただくことがあります。 本記事では、板厚6mmのブランキング製品において…【全文を読む】
2026.02.06
その他
ブログ

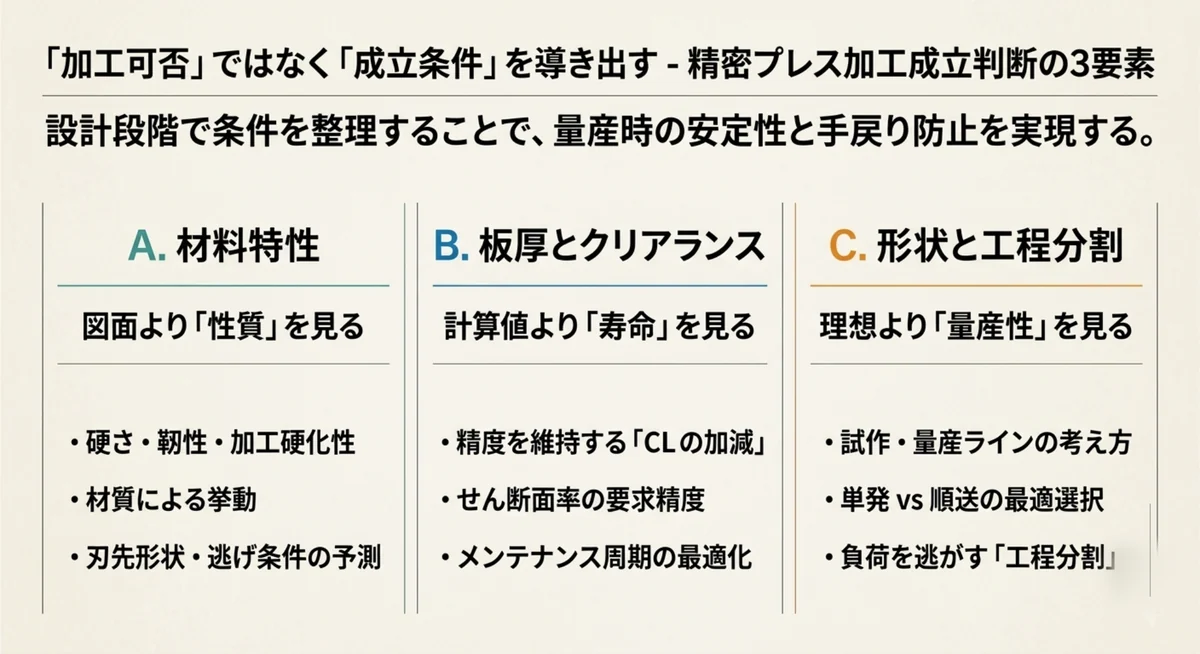
プレス加工は成立する?精密プレス金型の設計段階で確認する成立判断の基準
― 試作・量産を見据えた設計視点 ― 製品開発部門の方から、「板厚はt0.1mm、プレス加工成立しますか?」「量産まで見たときに、この条件で進めて問題ないかだけ確認したい」といった相談を受けることがよ…【全文を読む】
2026.01.06
その他
バッテリー
加工設備

【課題解決】パンチ摩耗を可視化し、原因特定と対策につなげる
パンチの摩耗が原因かもしれないが、目視では確認できない。そんな微細な問題に悩まされていませんか? プレス加工におけるパンチ摩耗はバリの発生や品質低下、寿命短縮につながる重要な要因です。しかし実際には、…【全文を読む】
2025.11.26
バッテリー

アルミ箔・銅箔の四角穴加工に最適|精密サンプル用ハンドパンチ(角抜きハンドパンチャー)
本製品「角抜きハンドパンチャー(ハンドパンチ)」は、アルミ箔・銅箔などの薄い金属箔に対して安定した四角穴加工を手作業で行える角穴用ツールです。評価試験用の四角サンプル(試験片)づくりや、研究現場での少…【全文を読む】
2025.11.21
バッテリー

アルミ箔・銅箔の電極試験片を高精度に丸抜き|精密サンプル用ハンドパンチ(ハンドパンチャー)
本製品「精密サンプル用ハンドパンチ(ハンドパンチャー)」は、薄いアルミ箔・銅箔の丸穴加工を 手作業で精密かつ安定して行うための専用ツール です。 評価試験用の円形サンプル(試験片)づくりや、研究・開発…【全文を読む】
2025.11.19
自動車
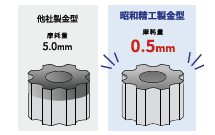
プレス加工におけるパンチ摩耗の原因と改善事例
刃先寿命を10分の1に抑えた実加工の検証 昭和精工では、プレス加工におけるパンチ摩耗についてこれまでの実加工の実績を通じてパンチ刃先の摩耗量を従来の約10分の1に抑えた事例を蓄積しています。 本記事で…【全文を読む】
2025.08.06
その他
ブログ

アルミとステンレスの違い・見分け方|現場で使える簡単チェック法
この記事は、プレス金型製作の現場で数多くの加工相談を受けてきた金型屋が監修しています。 実際の経験をもとに、開発初期に役立つ視点で情報をまとめました。 「監修:昭和精工株式会社」 【結論】アルミとステ…【全文を読む】
2025.02.24
その他
自動車

金型の組立・調整・トライ、メンテナンス対応致します!
【金型組み立て】 ・昭和精工で金型「設計」「部品製作」した部品が 組立室に集まりパズルの様に組み付け1つの金型に仕上げていきます! 【金型組み立て室】 ・一年中23℃前後で空調管理をし…【全文を読む】
2024.11.18
その他
金型の成形解析・シミュレーションとは?
金型の成形解析・シミュレーションとは? シムファクトと言うソフトを用いて 成形時の解析・シミュレーションを行います。 解析を行う事で 製品不良を事前に予測する事が出来るため…【全文を読む】